

 今日焦点
今日焦点
 往期回顾
往期回顾

2027第三届中国(江西)国际铸造压铸、锻造、热处理工业炉展览会
2026-04-15


目前,在复杂产品制造行业,如航空、汽车行业等,基本实现了设计三维化,设计端向工艺端发放的只有三维模型、公差、配合关系以及材料等信息。随着三维标注技术的逐步成熟,现在波音公司的787项目以及中国的大飞机项目都已经在产品设计阶段应用了MBD技术,设计端向下游发放三维设计模型[4](文中提到的所有三维设计模型和三维工序模型都是基于MBD技术)。然而,现在的数控加工工序设计还在沿用传统的基于二维图纸的设计方式,因此,随着三维设计制造技术以及*制造装备的发展,现有数控工艺准备过程存在以下不足:
(1)现有的工艺准备过程无法直接利用产品三维模型及其工程信息,仍然采用二维图纸和工艺指令的方式进行。
(2)不能利用*的仿真手段进行验证,也不能直接将工艺设计结果传送给*的制造装备。
(3)工艺设计过程主要依靠工艺人员本人的经验,不能有效利用专家级的工艺知识。
(4)设计与制造的协同性不强,影响生产效率和交货周期。
面向MBD的数控加工工艺设计方法引入CAD/CAPP/CAM集成[5]的思想,通过并行设计、数控仿真等手段,实现以三维设计模型为*数据源[6]的工艺决策和三维工序模型的创建。三维工序模型将作为指导生产活动的*依据,并且可以直接用于数控编程,从而解决了数控加工过程存在的上述问题。本文在分析面向MBD的复杂零件数控加工工艺设计过程的基础上,对面向MBD基于DELMIA的数控加工工艺三维工序模型技术进行了研究。
面向MBD的数控加工工艺业务分析
目前,复杂产品设计基本实现三维化,并在应用MBD技术方面取得进展。然而,数控加工工艺设计还停留在以二维图纸为基础的阶段,不能体现CAD/CAPP/CAM集成化思想,影响企业生产,并且无法实现无试制一次加工成形。为此,在数控加工工艺过程中引入MBD的概念,分析了面向MBD的数控加工工艺业务流程,并提出将MBD技术用于三维工序建模,形成三维工序模型的观点。复杂零件的数控加工工艺过程产生的一系列三维工序模型以及数控程序将作为工艺设计的结果,通过三维浏览或输出技术文件的方式指导生产。面向MBD的数控加工工艺业务流程(见图1):
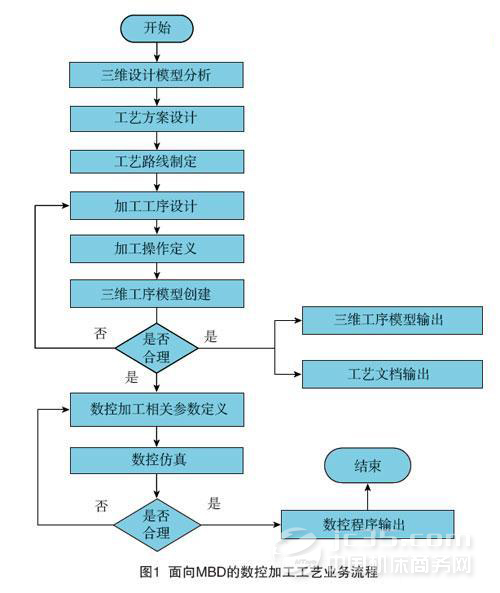
(1)假定工艺设计输入的是三维设计模型,并且完成工艺方案设计和工艺路线制定,如加工阶段的划分(粗加工、半精加工及精加工等),加工工序的划分(工序集中或工序分散),确定需要采用数控加工的零件或者零件的部分工序。
(2)加工工序设计。对零件设计模型或工序模型进行分析,选择数控机床,建立加工坐标系,结合零件定位基准确定夹具方案。
(3)加工操作定义。对每道工序分析加工特征,为每个待加工特征选择加工方法(车削、铣削和钻削等),定义加工的几何参数(特征轮廓、加工余量等)、刀具参数(刀具类型、公称直径、圆角半径和长度等)和进给率(进给速度、切削速度、退刀速度和主轴转速等)。
(4)三维工序模型创建。根据每道工序的加工操作,生成该工序加工后的三维模型。应用三维标注技术,结合加工工艺表达方法,在每个三维模型上将该工序的加工工艺信息完整、清晰地表达出来。
(5)数控加工相关参数定义。对每个加工操作进行刀具路径参数(切削类型、方向和刀具补偿等)定义和进刀/退刀路径定义。
(6)数控仿真。通过生成刀具路径及控制刀具运动查看数控加工相关参数的定义是否合理。
(7)三维工序模型输出、工艺文档输出、数控程序输出。
面向MBD的数控加工工艺三维工序模型
1面向MBD的数控加工工艺三维工序模型定义
三维工序模型是指工序加工后形成的带有能够指导本工序加工的完整工艺信息的集成化的三维数字化实体模型。
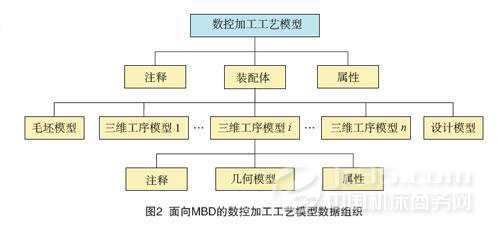
完整的数控加工工艺由多道数控工序组成,相应地有多个三维工序模型,所有的三维工序模型以一个装配体的形式输出,这个装配体是定义的核心和基础,它详细描述了数控加工的加工顺序、三维工序模型的几何形状特征、工序的注释和属性等特征,如图2所示。
在面向MBD的数控加工工艺设计过程中,假设有n道工序,就会产生n个三维工序模型,三维设计模型、三维工序模型、毛坯模型以及工序的关系如图3所示。毛坯模型通过第1道工序依据三维设计模型形成三维工序模型1,同理,三维工序模型n-1通过第n道工序依据三维设计模型形成三维工序模型n。三维工序模型n有与三维设计模型相同的三维几何形状特征,但所包含的描述信息不同,三维工序模型n包含第n道工序的工艺信息,而三维设计模型包含产品信息。

2面向MBD的数控加工工艺三维工序模型数据
数控加工工艺三维工序模型数据指在数控加工工艺设计过程中的某道工序描述的几何形状信息和工艺过程信息的数据总和。三维工序模型通过几何模型、注释和属性完整地描述本道工序的加工工艺信息。几何模型描述本工序加工形成的几何形状及加工特征;注释数据描述工序加工尺寸与公差范围、工装和精度要求等生产必须的工艺约束信息;属性数据描述产品的原材料规范、分析数据、加工操作信息、测试需求等内置信息。三维工序模型数据如表1所示。

3面向MBD的数控加工工艺三维工序模型建立
3.1IPM的建立
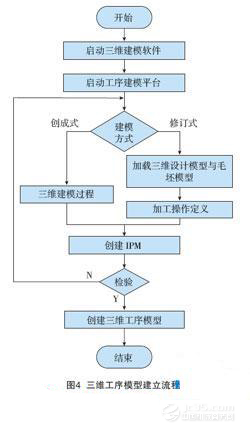
要建立三维工序模型需要先创建在制品毛坯模型(In-ProcessModel,IPM),IPM的创建方法有修订式和创成式两种。数控加工工艺都采用渐进的方式,每道工序只对部分加工特征进行加工,所以前后两道工序的IPM存在一定的相似性。修订式的建模方式就是利用这种相似性,通过继承、布尔运算(主要是移除)、参数修改等方式创建IPM。某些IPM中存在复杂型面的创建,而这些复杂型面通过简单的继承、移除、参数修改等操作很难实现,或者是不能满足精度要求,就需要使用创成式的建模方法,即直接通过三维建模软件来创建,但是工作量大,对工艺人员要求高。如图4所示为三维工序模型建立流程。
修订式IPM是通过对前一工序的IPM进行修改而形成的,具体可以通过顺序和逆序两种方式建立。顺序方式,即按照加工顺序,从毛坯一步一步形成零件的过程,该过程主要通过继承和正则布尔运算实现;逆序方式,即将设计模型反补形成毛坯的过程,该过程通过继承和加工特征修改或删除实现。
假设,Mp代表零件模型,Ms代表毛坯模型,IPMi代表第i道工序的工序模型,Fij代表第i道工序切除的第j个加工体积特征,n代表工序总数,Si代表第i道工序加工的体积数。
顺序方式IPM建立过程可以表示为:

逆序方式IPM建立过程可以表示为:
由此公式可以看出,在设计零件模型Mp和毛坯模型Ms都已知的情况下建立IPM,需要确定的是第i道工序切除的第j个体积特征Fij,即加工操作定义的区域特征。
这里采用修订式顺序方式逐一创建IPM。通过对每道工序中所有加工操作的定义,建立本工序的加工区域特征的B-rep模型,再通过上述公式建立IPM。
假设已得到IPMm-1,要建立第m道工序的工序模型IPMm,需要求得Fmj,j=0,1,…,Sm。
通过对第m道工序的第j个加工体积特征的加工类型进行定义,确定边界信息的邻接关系模型,再根据该邻接关系模型定义特定的边界信息(面、环、边和顶点)便可得到Fmj,由顺序方式IPM建立的公式便可求的IPMm。
3.2三维工序模型的建立
面向MBD的数控加工工艺三维工序模型的建立是指在建立IPM的基础上,通过一定的表达方法将加工工艺信息展示在三维环境中,并建立一定的规则对加工工艺信息进行显示控制,使工作人员认识和了解工艺设计的意图、方法和过程,为使用三维工序模型提供一个良好的入口。
(1)信息表达。
信息表达是将非几何制造信息准确、清晰地表达在三维环境中,并保证数据的完整性和*性。非几何制造信息的表达方法有属性表达法和标注表达法。
属性表达法是将特定类型的文本信息放入定制的属性项中形成一条属性,将所有属性项用属性结构树表示,属性信息可以以定制的表格形式显示。属性表达法适用于与工序模型几何特征没有关联的非几何制造信息的表达,在描述工序模型的非几何制造信息时,刀具信息、工序管理类信息、建模说明类信息、批准发放类信息、技术要求类信息等都适合用属性表达法来表达。
标注表达法是借助特定符号或文本将非几何制造信息表达在三维实体模型的显示区域,这些特定符号或文本可以与三维实体模型关联也可以不关联。标注表达法适用于尺寸公差及定位夹紧等信息的表达。数控加工工艺信息的表达分类汇总如表1所示。
(2)信息操作。
当一个工序需要加工多个特征时,这个三维工序模型中将含有大量的非几何制造信息,如果将他们用传统的标注表达法表达并与三维实体模型一起显示,数据量大,显示效果得不到保证。根据这些非几何制造信息类型不同,可以通过对标注信息按不同类型进行分类组织和显示。具体实现方法有两种,一种是全分离式视图显示,一种是分标注平面显示。全分离式视图显示是指每个视图中都包含本工序的三维工序模型,表达本工序中部分加工步骤的非几何制造信息,所有视图一起完整表示本工序加工过程;分标注平面显示是指在一个标注集下建立多个标注平面,将不同类型的信息标注在不同的标注平面上,标注平面之间*独立,以标注信息的类型名作为标识。标注平面是在三维空间定义的、具有特定空间位置的平面。为了提高显示效果,一个标注集中所有的标注平面可以根据需要全部或部分显示。
基于DELMIA的数控加工工艺三维工序模型实例研究
基于数字化制造软件DELMIA中的数字化制造工艺(DigitalProcessofManufacturing,DPM,简称V5)MachiningProcessPlanner模块创建IPM,在ProcessTolerancing&Annotation模块中根据上述方法建立三维工序模型。
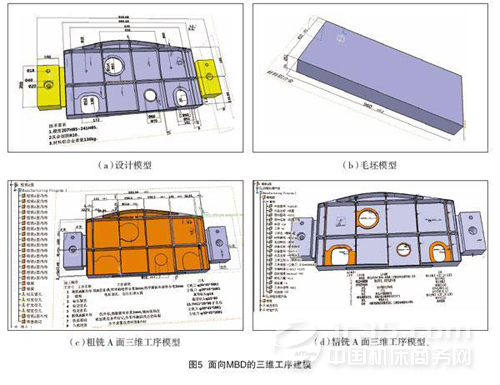
图5(a)所示为带有工艺凸台的飞机结构件中的典型双面框类零件,材料为铝合金,毛坯为方料。通过文中所述面向MBD的数控加工工艺业务流程,分析该零件的工艺性,确定数控加工工序为铣A基准面—铣B面—粗铣A面—修基准面—精铣B面—精铣A面,按照修订式IPM创建方法采用顺序方式建立所有的三维工序模型,如图5所示。图5(b)所示为毛坯模型,图5(c)所示为铣A面的三维工序模型,图5(d)所示为粗铣A面的三维工序模型。图5(a)与图5(d)的三维实体模型相同但表达含义不同,标注的信息也不同。
结束语
本文将MBD技术应用到复杂零件的数控加工工艺设计中,在分析面向MBD的数控加工工艺业务的基础上,提出将三维工序模型作为工艺信息的*载体,并应用分标注平面显示法管理所有工艺信息,一系列三维工序模型形成完整的零件工艺,使三维实体模型成为几何形状、尺寸公差、加工顺序和质量检测等信息的表达载体,保证了工艺过程中几何信息与非几何信息的关联性,同时满足了制造过程各阶段对产品数据的要求。
(文章来源:航空制造网)







