航空发动机机匣五轴插铣加工技术分析
插铣加工是一种粗加工方法,目前插铣加工越来越广泛地应用于难加工材料、大余量复杂结构件的粗加工中。国内外学者对插铣加工轨迹规划进行了大量的研究,日本学者C.Hirano等[1]利用二维C-space方法求取无干涉刀轴范围,在此基础上对刀轴进行调整实现五轴插铣粗加工。埃及学者T.Tawfik等[2]利用不同大小刀具进行插铣加工,采用重叠填充圆法对插铣走刀路径进行优化,试验证明该方法可提高插铣加工效率。国内西北工业大学对复杂零件插铣加工技术进行了比较深入的研究:利用直纹面逼近整体叶轮叶型曲面以确定通道内可插铣粗加工区域的边界,进而规划插铣加工轨迹[3];基于zui小面积原理求取开、闭式整体叶盘通道偏置直纹包络面,在此基础上进行开、闭式整体叶盘插铣轨迹规划,有效实现了开、闭式整体叶盘的多坐标开槽粗加工[4-5]。哈尔滨工业大学梁全等[6]根据直纹面叶片的偏移边界矢量,利用四元数插值方法计算插铣加工的刀轴矢量,并推导了多坐标插铣加工的行距和步距计算公式,保证了插铣加工效率。

本文针对航空发动机机匣结构特征提出一种插铣粗加工轨迹生成算法,根据机匣零件结构进行加工区域划分,规划插铣走刀路径,插铣刀轴计算,加工干涉判断与处理,zui终生成插铣加工轨迹。
机匣结构分析与加工区域划分
机匣以回转轮毂面为主体,沿周向呈一定角度分布若干类不同形状的岛屿凸台,结构复杂、尺寸较大,实际加工中通常根据岛屿凸台位置关系将整个加工区域沿零件回转轴方向分为若干环形加工区域(图2)。对每个环形加工区域按周向角度划分成扇形加工区域,其部分区域具有相同加工特征(图3),为提高加工轨迹生成速度,对具有相同加工特征的区域只需规划其中一处加工轨迹,其余区域加工轨迹可通过坐标变换获得,从而以zui少的加工区域插铣刀位轨迹规划完成整个零件的加工。

对任一加工区域规划插铣刀位轨迹应在不发生干涉的前提下zui大限度地去除毛坯,其加工特征F包括:该区域轮毂面Hs、位于Hs内的岛屿(内岛屿){I}、位于Hs外但在加工时可能与其发生干涉的岛屿(外岛屿){J},根据加工特征F对该区域进行无干涉五坐标插铣加工轨迹规划。

机匣插铣加工路径规划
针对机匣这类多岛屿复杂结构件可采用行切与环切相结合的方式进行插铣加工。为zui大限度地去除毛坯,应在内岛屿周围以凸台平面法向为刀轴矢量环凸台插铣走刀;而对凸台以外的区域,采用等高行切法可改善插铣加工时因加工深度不同引起的刀具磨损加剧,提高加工效率,降低加工成本。
1加工走刀路径
如图4所示,插铣加工走刀路线求取步骤如下。
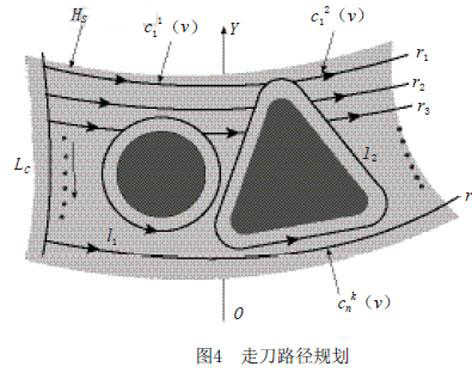
(1)计算加工区域轮毂面HS处回转母线弧长LC,根据插铣加工参数及LC大小在轮毂上沿回转轴(Y轴)方向按等弧长提取n条等参线ci(v),其中1≤i≤n,0≤u、v≤1。由于轮毂面为回转面,故ci(v)为圆弧。
(2)分别将岛屿凸台平面边界向外偏置距离D(D=刀具半径r+凸台侧边加工余量Δ)得到曲线Coff,将曲线Coff沿该岛屿凸台表面法向向轮毂面投影,得到封闭曲线lj,其中1≤j≤N,N为凸台个数。
(3)利用曲线求交算法,分别求取圆弧ci(v)位于封闭曲线列{lj}之外的部分得到离散曲线组{}即为第i行等高行切走刀线(1≤k≤Ki,Ki为第i行走刀线段个数)。
曲线组列{{}}(1≤i≤n)与曲线组{lj}(1≤j≤N)即为插铣走刀路径,首先分别沿曲线组{}等高插铣加工,然后分别沿曲线列lj绕凸台插铣加工。
2刀位点选取
插铣加工过程中,加工步距对加工效率和表面加工质量具有重要的影响:若加工步距过大,会导致加工残留量过大甚至出现相邻插铣刀位点之间留有未加工残留毛料的情况;若加工步距过小,加工效率下降,因此应该选择合适的步距参数。固定轴插铣加工中步距确定比较简单,只需取相邻刀轴线距离即可;而在多坐标插铣加工中,由于相邻两切削力轴方向不同,其步距随切削深度的变化而变化,通常需取相邻插铣行在有效切削区域刀轴线距离zui大值作为加工步距。
机匣插铣加工中,岛屿凸台周边采用固定轴环切法插铣加工,故刀数与刀位点的选取可根据预设步距值及走刀线弧长确定。而对其他区域等高行切插铣加工时应使插铣刀轴变化均匀,并根据相邻插铣步刀轴变化情况确定其插铣加工位置以选取刀位点以提高加工效率。
插铣刀轴计算
1初始刀轴计算
根据上一节所述,对机匣进行五坐标插铣加工时,沿岛屿凸台周围环切采用该凸台平面法向作为插铣刀轴,在不与凸台发生干涉并zui大限度地去除凸台周围毛坯。而在等高行切插铣中,一方面取与刀位点处轮毂面法向作为插铣加工刀轴可减小加工后零件表面残留量[7-8],并可使切削段上的刀轴均匀变化;另一方面受岛屿凸台干涉影响,若切削段端点位于环切线组{lj}上,则该端点处的刀轴矢量需取其凸台平面法向。上述情况可能造成因端点处刀轴矢量与中间刀位点处刀轴偏差过大导致加工中刀轴突变,因此采用计算切削段端点与中间刀位点刀轴矢量偏差值,在切削段两端取刀轴调整区间,在区间内对刀轴进行调整使刀轴变化均匀。如图5所示的某切削段沿机匣回转中心(Y轴)方向的俯视示意图,两端均位于环切线上,现以该情况为例说明切削段初始刀轴计算方法。

AB为某行中的某一切削段,中间刀位点处取轮毂面法向作为插铣加工刀轴,因切削段为等高圆弧且轮毂面为回转体,切削段上任意两点P1,P2处的轮毂面法向T1,T2之间的关系为T2=T1×M(α),其中M(α)为过切削段圆弧中点O绕零件中心轴向(Y轴)顺时针旋转的变换矩阵:

其中,α为P1、P2之间在圆弧上的圆心角。
由于端点A、B处受岛屿凸台干涉影响,A、B处以凸台平面法向作为插铣刀轴,为保证该切削段插铣加工时刀轴均匀变化,应对刀轴矢量进行调整。在切削段头尾各取一刀轴调整区间AA1、BB1,在区间内对刀轴进行调整使刀轴变化均匀。该切削段刀轴计算方法如下。
(1)计算切削段两端点A、B处单位化刀轴矢量V1(沿岛屿凸台1平面法向)、V2(沿岛屿凸台2平面法向),及该点沿轮毂面法矢单位化矢量N1、N2,计算AB夹角ω及AB弧长S=ω×RC,其中ω为AB夹角,RC为圆弧半径。
(2)计算预调整区间AA1、BB1弧长S1=—V1-N1—/Λ、S2=—V2-N2—/Λ,其中Λ为单位弧长刀轴变化量,根据加工参数预先设定。
(3)若S≥S1+S2,则切削段两端各取一段刀轴调整区间,位于该区间外的刀轴取刀位点处轮毂面法向,此时与端点A呈顺时针角度φ(0≤φ≤ω)处的刀位点C处刀轴矢量VC为:
当0≤Sc(φ)≤S1时,VC=(V1-N1)×M(φ)(S1-Sc(φ))/S1+N1×M(φ);当S1≤Sc(φ)≤S-S2时,Vc=N1×M(φ);当S-S2≤Sc(φ)≤S时,Vc=(V2-N2)×M(φ-ω)(S2-S+Sc(φ))/S2+N1×M(φ)。
其中表示AC弧长,M(χ)表示过圆弧AB圆心绕回转轴(Y轴)顺时针旋转角度x的旋转变换矩阵:

M(χ)=
(4)若S<S1+S2,则整个切削段AB为刀轴调整区间,则与起点成角度φ处的刀位点C处刀轴矢量VC=(V1-N1)((S-Sc(φ))×M(φ)+(V2-N2)Sc(φ)×M(φ-ω))/S+N1×M(φ),其中0≤≤S。
图6为利用该方法计算求取的某插铣切削段刀轴变化示意图。
2刀轴干涉判断与处理方法

对机匣插铣刀位点的初始刀轴计算后,为保证加工过程中刀具与零件不发生碰撞,应与加工特征中内、外岛屿{I}与{J}进行干涉判断,由于岛屿凸台形状简单,可通过快速干涉判断并根据干涉判断结果对刀轴矢量进行调整,从而提高计算效率。
2.1岛屿凸台预定义
岛屿凸台一般由若干直线与圆弧组成的封闭曲线集沿某固定方向拉伸而成,在进行判断干涉之前,需要对凸台进行预定义。以插铣加工区域中的第i个岛屿凸台为例对其进行预定义(图7),步骤如下。

(1)提取岛屿凸台上表面Fi及其法向ni;
(2)以Fi所在平面为XOY面,凸台面中心为原点,ni为Z轴建立局部坐标系oixiyizi,其中X、Y轴方向可根据笛卡尔坐标系右手定则任意确定,计算该局部坐标系与全局坐标系oxyz之间的映射关系;
(3)在凸台表面边界上提取所有直线在局部坐标系oixiyizi下的端点坐标X、Y,构成直线数列{L(P1,P2)};
(4)提取凸台表面边界上所有圆弧在局部坐标系oixiyizi下圆心坐标PC、圆弧起始角α、终止角β,构成圆弧数列{arc(PC,α,β)}。
重复上述步骤,将插铣加工时涉及到的所有内外岛屿凸台进行预定义,获取其局部坐标系、直线数列和圆弧数列。
2.2干涉判断与处理方法
按照图6所提的插铣路径规划方法可保证在插铣加工过程中刀具与岛屿凸台底部不发生干涉,并且插铣刀轴与轮毂面法向呈小倾角,实际加工中若刀具与岛屿凸台平面不发生干涉,则刀具与该凸台不发生干涉。求取初始刀轴后,对岛屿凸台预定义,根据刀具与岛屿凸台的位置关系判断是否发生干涉,若发生干涉则计算过切程度并据此调整刀轴方向。
现设某刀位点BP,以为初始刀轴和其中一岛屿凸台干涉判断与调整进行说明(图8(a))。

(1)求取刀位点BP与刀轴方向在该岛屿凸台预定义局部坐标系oixiyizi下的坐标分别为点()与单位化刀轴矢量(),以刀具轴线为中心线,半径为R(R=刀具半径r+凸台侧边加工余量Δ)作圆柱面St;
(2)在局部坐标系oixiyizi下,求取平面z=0与圆柱面St截交线,得到一个z=0平面上的椭圆E;
(3)在平面oixiyi平面上根据椭圆E方程与凸台平面上圆弧、直线经预处理后的信息{arc(PC,α,β)}、{L(P1,P2)},判断椭圆E是否与凸台平面相交,若椭圆E与凸台平面不相交,则刀轴方向与该凸台不发生干涉;
(4)若椭圆E与凸台平面相交,根据计算几何知识[9-11],计算椭圆E嵌入凸台平面zui内点CP,及CP至凸台面边界zui近点FP的距离d;
(5)将椭圆E中心点EP沿CPFP方向移动距离δd得到新点EP',将方向作为新的刀轴方向,其中为调整系数,取1.2~1.5;
(6)重复步骤3~5直至得到与该凸台不干涉的刀轴矢量,如图8(b)所示,经坐标转换求取在全局坐标系下的刀轴坐标方向。
利用上述方法再将刀具与其他岛屿凸台进行干涉判断并调整刀轴,zui终得到与所有凸台都不发生干涉的刀轴作为zui终插铣加工刀轴。
针对图1所示的某发动机机匣,在加工区域内,根据实际加工工艺,按照上述方法得到该区域的插铣加工轨迹。在插铣加工过程中刀轴矢量均匀变化并且不发生干涉,快速实现了机匣五轴插铣刀位轨迹编程。
结束语
(1)根据机匣的结构特征对其进行插铣加工区域划分可提高编程效率,利用等高行切法与环切法可简单有效地规划五坐标插铣走刀路径;
(2)提出的刀轴计算方法使加工时刀轴矢量均匀变化,根据计算刀具与岛屿凸台的干涉程度对刀轴矢量进行调整,可防止加工干涉;
(3)本文提出的机匣插铣加工方法不仅可快速有效地实现机匣五坐标插铣加工轨迹编程,也适用于其他复杂多岛屿零件的多坐标插铣加工。
上一篇:螺纹成型铣削解决方案——旋风铣
- 全年征稿 / 资讯合作联系邮箱: 2056841617@qq.com
在线投稿:

- 凡本网注明"来源:机床商务网"的所有作品,版权均属于机床商务网,转载请必须注明机床商务网,//www.jc35.com/。违反者本网将追究相关法律责任。
- 企业发布的公司新闻、技术文章、资料下载等内容,如涉及侵权、违规遭投诉的,一律由发布企业自行承担责任,本网有权删除内容并追溯责任。
- 本网转载并注明自其它来源的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品来源,并自负版权等法律责任。
- 如涉及作品内容、版权等问题,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。













