瑞标MOPA激光标机镭雕机应用操作指导
2021年09月17日 22:41点击:5516来源:重庆瑞标机电有限公司>>进入该公司展台
MOPA激光打标机应用说明
一.名词解释

1、频率(khz):激光器每秒钟发射出多少束光(即每秒钟多少个脉冲打在材料上)。
2、脉宽(ns):指每一束光发射(持续)多久(即一个脉冲持续的时间)。
1s=1000ms=1000,000us=1000,000,000ns
3、功率(百分比):软件上所调的功率百分比并非激光器实际输出值,应该在理论计算值附近。
4、脉冲能量:指一个脉冲携带的能量,能量越大散发的热量越多(即一个脉冲点携带的热量,也可以形象的比喻为一座山的体积大小)。
5、峰值功率:指这个脉冲波形能达到的最大功率(就像一座山有它的一样)。
6、光束质量:用于评判一束光的能量聚焦好坏的参数指标,即M2因子,它与这束光的束腰半径ω0,及发散角θ有关,M2越大光斑质量越糟糕,不适合做精细加工。

二.激光参数调节的作用。
1、脉宽越大,每束光持续越久,产生的热能越大,光亮度越强。
设定脉宽 (ns) | YDFLP-20-M6+-S降功率频率(kHz) |
1 | 1600 |
2 | 850 |
4 | 500 |
6 | 320 |
9 | 200 |
13 | 150 |
20 | 115 |
30 | 90 |
45 | 75 |
55 | 65 |
60 | 65 |
80 | 60 |
100 | 55 |
150 | 45 |
200 | 45 |
250 | 40 |
在使用杰普特激光器时,新手需要对照相关机型对应的脉宽与降功率频率表,上表为YDFLP-M6+-20的降功率频率表,每个脉宽都对应着一个截止频率,使用以上脉宽时需同时使用对应的截止频率,光才会*,频率上调下调,都会使光变弱。
下图为M6激光器在不同脉宽不同频率下实际输出的功率曲线图
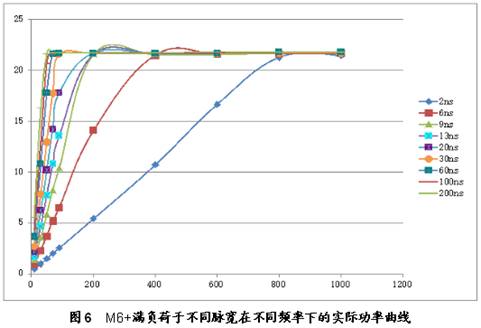
小脉宽:因为携带的单点能量小不容易破坏材料表层的结构,通常应用于表面处理;
大脉宽:携带的单点能量大较为容易破坏材料的表层,用于金属标刻更为有优势。
2、频率越大,每秒钟的就会发射越多光束,但同时也会分摊掉光的总能量。
高频率:通常用于打剥阳极,不锈钢打彩或者在金属表面能打掉一层,可以做底纹细腻的效果;
截止频率:即光*的时候,用来金属打深度、技术普通标刻、塑料打黑等等
低频率:通常用于比较吸光的塑料上,手感轻的塑料打标(低频时,激光器不出光的时间长,塑料可以用利用空隙散热,从而打出手感较轻,爆点不严重的效果)
三、RUIBIAO打标参数列举
不锈钢打白 普通金属刻字  | 脉宽:100ns或200ns 频率:10~60khz 速度:1000-3000mm/s (M1+和M6+参数) | 脉宽:200ns 频率:10-60khz 速度:1000-3000mm/s (LP-s参数) | 脉宽:200ns 频率:10-60khz 速度:1000-3000 (LM1-60参数) |
氧化铝打黑  | 脉宽:2ns 频率:400k(300~600k) 填充:0.001mm 速度:1000-2000mm/s 功率:不能打破表面 (M6+参数) | 脉宽:6ns 频率:200khz 填充:0.001mm 速度:500-1000mm/s 功率:需细调 (M1+参数) | 功率与所选择的场镜有关,场镜大需要的功率会大 |
剥金属氧化层 剥金属喷漆层 剥金属电镀层 剥塑料电镀层  | 脉宽:100n或200ns 频率:80khz 填充:0.03-0.06mm 速度:1000-3000 mm/s (参考1) | 脉宽:10ns,20ns 频率:100-250khz 填充:0.03-0.05mm 速度:3000-5000 mm/s (参考2) | |
金属深雕(选用小场镜好些,如100mm、163mm)  | 脉宽:250ns 频率:40或50khz 填充:0.03mm 速度:500-800mm/s (M6+和M1+参数) | 脉宽:200ns 频率:30khz 填充:0.03mm 速度:500-800mm/s (LP1-S参数) | 脉宽:200ns 频率:45khz 填充:0.03mm 速度:500-800mm/s (LM1-60参数) |
塑料打黑  | 脉宽:100ns,200ns 频率:40-50khz 填充:0.03-0.04mm 速度:600-1000mm/s (不是很吸收塑料) | 脉宽:100ns 频率:10-20khz 填充:0.03-0.04mm 速度:600-1000mms (吸光塑料,手感轻) | |
不锈钢打黑(选用大场镜好些,如254mm、330mm、420mm)  | 脉宽:100ns 频率:70khz 填充:0.01mm 速度:100mm/s 功率:70%(偏焦) (参数一) | 脉宽:100ns 频率:130khz 填充0.012mm 0°&90°两次填充 速度:500mms/s 功率:65% (参数二) | |
纯铝烧黑 铜烧黑  | 脉宽:10ns 频率:300khz 填充:0.01-0.001mm 速度:100-500mm/s (大功率烧) | ||
硅胶按键剥油漆  | 脉宽:200ns 频率:400khz 速度:800-1500mm/s 填充:0.02-0.03mm (适当功率打2-3遍) | ||
喷漆层塑料剥漆层 多层漆剥除剥除 塑料漆层打透光  | 脉宽:100ns 频率:20-40khz 填充:0.03-0.04mm 速度:800-1500mm/s (多次打标剥除) | ||
薄钢片或薄金属铝铜片切割  | 脉宽:100ns/200ns 频率:20-60khz 速度:200-1000mm/s (快速切割多遍效果较好) (参考1) | 脉宽:10ns-80ns 频率:60-150khz 速度:500-1000mm/s (快速切割多遍效果较好) (参考2) | |
 铝板或钢板切割 | 脉宽:350ns/200ns 频率:45khz 速度:800khz (LM1参考) |
来自于瑞标
- 全年征稿 / 资讯合作联系邮箱: 2056841617@qq.com
在线投稿:

- 凡本网注明"来源:机床商务网"的所有作品,版权均属于机床商务网,转载请必须注明机床商务网,//www.jc35.com/。违反者本网将追究相关法律责任。
- 企业发布的公司新闻、技术文章、资料下载等内容,如涉及侵权、违规遭投诉的,一律由发布企业自行承担责任,本网有权删除内容并追溯责任。
- 本网转载并注明自其它来源的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品来源,并自负版权等法律责任。
- 如涉及作品内容、版权等问题,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。













