NAKANISHI主轴BMS-4020-MQL的特点和钻削条件
2020年10月09日 17:53点击:347来源:深圳市松本机电有限公司>>进入该公司展台
BMS-4020/4040 MQL在BMS-4020/4040的基础上配有内部冷却系统,改善了深孔钻削的碎屑排泄问题, 提高了加工效率和刀具的寿命。
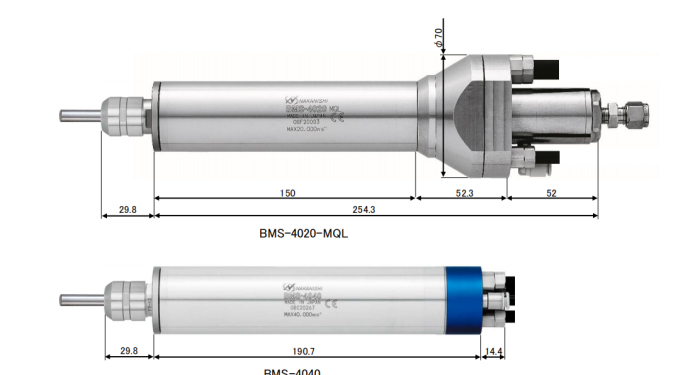
BMS-4020-MQL 对比 BMS-4020
主轴 BMS-4020-MQL
机器 Sodick MC (MC430L)
刀具 Mitsubishi Material WSTAR 钻刀经过中心出水孔
φ4.0(L/D=5) MVS0400X05S040
工件 碳钢(S50C)
孔深 20mm (L/D=5) 盲孔
冷却液 非水溶性切削油 (1MPa)内部冷却液
加工条件 切削速度:125.6 m/min
主轴转速:10,000 min-1
进给率: 0.05 mm/rev
进给量:500 mm/min
加工形式:非分段钻孔
E4000控制器: 4个负载指示灯 (在容许的操作时间内)
(非分段)大钻孔深度
BMS-4020-MQL 带内部冷却系统 = 深度 20 mm
BMS-4020 装外部冷却系统 = 深度 10 mm
①提供深孔钻削效率
②改善碎屑排泄

- 全年征稿 / 资讯合作联系邮箱: 2056841617@qq.com
在线投稿:

- 凡本网注明"来源:机床商务网"的所有作品,版权均属于机床商务网,转载请必须注明机床商务网,//www.jc35.com/。违反者本网将追究相关法律责任。
- 企业发布的公司新闻、技术文章、资料下载等内容,如涉及侵权、违规遭投诉的,一律由发布企业自行承担责任,本网有权删除内容并追溯责任。
- 本网转载并注明自其它来源的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品来源,并自负版权等法律责任。
- 如涉及作品内容、版权等问题,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。
有限公司")












