

無心磨床
高精度精密NC機型
ECG NC 系列


研磨應用

通過研磨

通過研磨

停止研磨

停止研磨

停止研磨

停止研磨

停止研磨

停止研磨

停止研磨
控制軸說明
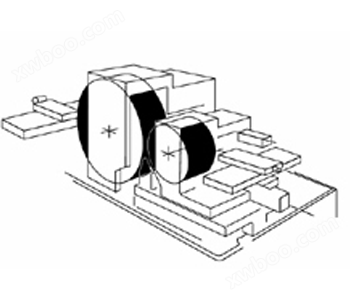
1軸
Z軸:調整輪上滑座或下滑座進給控制
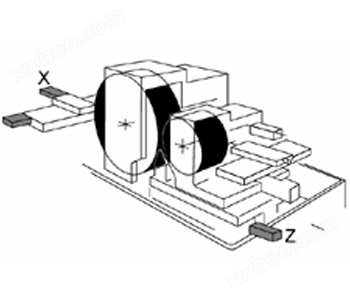
2軸
X軸:砂輪修整進給控制
Z軸:調整輪上滑座或下滑座進給控制
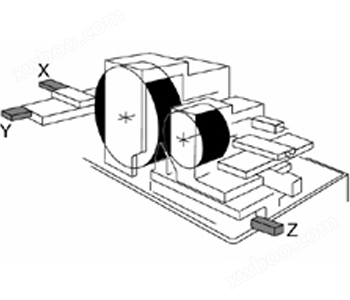
3軸
X, Y軸:砂輪修整進給控制,可做成型修整
Z軸:調整輪上滑座或下滑座進給控制
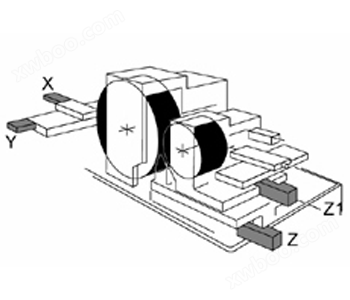
4軸
X, Y軸:砂輪修整進給控制,可做成型修整
Z軸:調整輪下滑座進給控制
Z1軸:調整輪上滑座進給控制
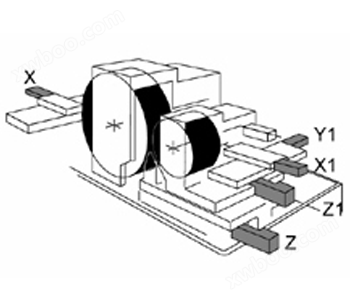
5軸
X1, Y1軸:調整輪修整進給控制,可做成型修整
X軸:砂輪修整進給控制
Z軸:調整輪下滑座進給控制
Z1軸:調整輪上滑座進給控制
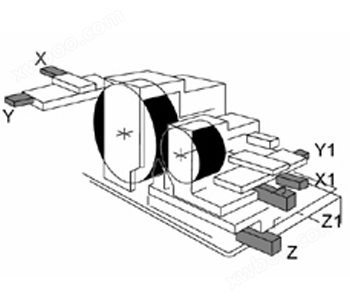
6軸
X, Y軸:砂輪修整進給控制,可做成型修整
X1, Y1軸:調整輪修整進給控制,可做成型修整
Z軸:調整輪下滑座進給控制
Z1軸:調整輪上滑座進給控制
機器設計特性


NC機型對話式觸控螢幕
自動停止研磨循環
循環示意:
- S1-快速趨近
- S2-粗磨
- T1-粗磨完成暫停時間
- S3-精磨
- T2-無火花研磨時間
- S4-快速返回
More

自動化研磨
依照粗、中、細研磨的工序將多台無心磨床依流入排出順序串連成一條生產線,既可減少重複上下料時間,又可提高研磨效率、提升整體產能,尤其適合長型單一直徑零件。

刀片選用
加工研磨各種直徑工件時,必須確實調整刀架上導板與調整輪間平行度,因校正結果會影響研磨精度。

零件名稱:階梯軸
自動送料 + 自動停止研磨
材質:SCM415
研磨量:Max. ∅0.2mm
研磨時間:25秒(含自動上下料時間)
真圓度:1.5μm
零件名稱:球活塞
停止成型研磨
材質:SCM415
研磨量:Max. ∅0.3mm
研磨時間:26秒(含自動上下料時間)
零件名稱:活塞銷
通過研磨
材質:SCr21H
研磨量:Max. ∅0.13mm
近給速度:3m/min
真圓度:1.2μm
加工實例






機台規格
| Compare ECG-NC1206 | Compare ECG-NC1808 | Compare ECG-NC1810 | Compare ECG-NC1812 | Compare ECG-NC2008 | Compare ECG-NC2010 | Compare ECG-NC2012 | Compare ECG-NC2408 | Compare ECG-NC2410 | Compare ECG-NC2412 | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 研磨能力 | 研磨直徑(標準刀架) | mm | Ø1-30 | Ø1-60 | Ø1-60 | Ø1-60 | Ø1-60 | Ø1-60 | Ø1-60 | Ø1-80 | Ø1-80 | Ø1-80 | |
| 研磨直徑(特殊刀架) | mm | Ø30-50 | Ø60-100 | Ø60-100 | Ø60-100 | Ø60-120 | Ø60-120 | Ø60-120 | Ø80-150 | Ø80-150 | Ø80-150 | ||
| 自動進給最小輸入分辨率 | mm | 0.0001 | 0.0001 | 0.0001 | 0.0001 | 0.0001 | 0.0001 | 0.0001 | 0.0001 | 0.0001 | 0.0001 | ||
| 砂輪 | 砂輪尺寸(直徑x寬度x孔徑) 08型 | mm | φ305x150xφ120 | φ455x205xφ228.6 | φ455x205xφ228.6 | φ455x205xφ228.6 | φ510x205xφ304.8 | φ510x205xφ304.8 | φ510x205xφ304.8 | φ610x205xφ304.8 | φ610x205xφ304.8 | φ610x205xφ304.8 | |
| 砂輪尺寸(直徑x寬度x孔徑) 10型 | mm | - | φ455x255xφ228.6 | φ455x255xφ228.6 | φ455x255xφ228.6 | φ510x255xφ304.8 | φ510x255xφ304.8 | φ510x255xφ304.8 | φ610x255xφ304.8 | φ610x255xφ304.8 | φ610x255xφ304.8 | ||
| 砂輪尺寸(直徑x寬度x孔徑) 12型 | mm | - | φ455x305xφ228.6 | φ455x305xφ228.6 | φ455x305xφ228.6 | φ510x305xφ304.8 | φ510x305xφ304.8 | φ510x305xφ304.8 | φ610x305xφ304.8 | φ610x305xφ304.8 | φ610x305xφ304.8 | ||
| 砂輪電機/扭矩 | kw/Nm | 5.5/36(Opt. 7.5/49) | 11/71(Opt. 15/97) | 11/71(Opt. 15/97) | 11/71(Opt. 15/97) | 15/97(Opt. 18.75/120) | 15/97(Opt. 18.75/120) | 15/97(Opt. 18.75/120) | 15/97(Opt. 22.5/143) | 15/97(Opt. 22.5/143) | 15/97(Opt. 22.5/143) | ||
| 砂輪主軸轉速 | rpm | 2080 | 1400 | 1400 | 1400 | 1250 | 1250 | 1250 | 1050 | 1050 | 1050 | ||
| 修整手輪進給量(X,Y) 每刻度/每轉 | mm | 0.01 / 1.5 | 0.01 / 2 | 0.01 / 2 | 0.01 / 2 | 0.01 / 2 | 0.01 / 2 | 0.01 / 2 | 0.01 / 2 | 0.01 / 2 | 0.01 / 2 | ||
| 調整輪 | 調整輪尺寸(直徑x寬度x孔徑) 08型 | mm | φ205 x 150 x φ90 | φ255x205xφ111.2 | φ255x205xφ111.2 | φ255x205xφ111.2 | φ305x205xφ127 | φ305x205xφ127 | φ305x205xφ127 | φ355x205xφ152.4 | φ355x205xφ152.4 | φ355x205xφ152.4 | |
| 調整輪尺寸(直徑x寬度x孔徑) 10型 | mm | - | φ255x255xφ111.2 | φ255x255xφ111.2 | φ255x255xφ111.2 | φ305x255xφ127 | φ510x255xφ304.8 | φ305x255xφ127 | φ355x255xφ152.4 | φ355x255xφ152.4 | φ355x255xφ152.4 | ||
| 調整輪尺寸(直徑x寬度x孔徑) 12型 | mm | - | φ255x305xφ111.2 | φ255x305xφ111.2 | φ255x305xφ111.2 | φ305x305xφ127 | φ510x305xφ304.8 | φ305x305xφ127 | φ355x305xφ152.4 | φ355x305xφ152.4 | φ355x305xφ152.4 | ||
| 調整輪主軸轉速(無級變速) | rpm | 15-310 | 15-310 | 15-310 | 15-310 | 15-310 | 15-310 | 15-310 | 15-310 | 15-310 | 15-310 | ||
| 上滑板進給手輪(Z1) 每刻度/每轉 | mm | 0.02 / 4 | 0.05 / 3.5 | 0.05 / 3.5 | 0.05 / 3.5 | 0.05 / 3.5 | 0.05 / 3.5 | 0.05 / 3.5 | 0.05 / 3.5 | 0.05 / 3.5 | 0.05 / 3.5 | ||
| 上滑板微調進給手輪 每刻度/每轉 | mm | N/A | 0.001 / 0.02 | 0.001 / 0.02 | 0.001 / 0.02 | 0.001 / 0.02 | 0.001 / 0.02 | 0.001 / 0.02 | 0.001 / 0.02 | 0.001 / 0.02 | 0.001 / 0.02 | ||
| 旋轉角度(左/右) | deg | ±5° | ±5° | ±5° | ±5° | ±5° | ±5° | ±5° | ±5° | ±5° | ±5° | ||
| 傾斜角度(前/後) | deg | +5° ~ -3° | +5° ~ -3° | +5° ~ -3° | +5° ~ -3° | +5° ~ -3° | +5° ~ -3° | +5° ~ -3° | +5° ~ -3° | +5° ~ -3° | +5° ~ -3° | ||
| 修整手輪進給量(X1,Y1) 每刻度/每轉 | mm | 0.01 / 1.5 | 0.01 / 2 | 0.01 / 2 | 0.01 / 2 | 0.01 / 2 | 0.01 / 2 | 0.01 / 2 | 0.01 / 2 | 0.01 / 2 | 0.01 / 2 | ||
| 電機額定功率 | kw | 2 | 3 | 3 | 3 | 3 | 3 | 3 | 5 | 5 | 5 | ||
| 進給伺服電機(NC)(Z) | kw | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 2.5 | 2.5 | 2.5 | ||
| 電機 | 油壓電機 | kw | 0.75 | 0.75 | 0.75 | 0.75 | 0.75 | 0.75 | 0.75 | 0.75 | 0.75 | 0.75 | |
| 機器尺寸 | 淨重 | kg | 1800 | 3300 | 3300 | 3300 | 3400 | 3400 | 3400 | 6100 | 6100 | 6100 | |
| 毛重 | kg | 2200 | 3600 | 3600 | 3600 | 3700 | 3700 | 3700 | 6600 | 6600 | 6600 | ||
| 包裝尺寸 (長x寬x高) | mm | 2260x1950x1820 | 2700x2240x1850 | 2700x2240x1850 | 2700x2240x1850 | 2700x2240x1850 | 2700x2240x1850 | 2700x2240x1850 | 3580x2240x2070 | 3580x2240x2070 | 3580x2240x2070 | ||
規格表下載
標準配置
| 主軸用潤滑油箱附風扇式油溫冷卻裝置 |
| 設備安裝定位所需基本配件 |
| 標準調整輪及調整輪法蘭 |
| 手動注油器(S機型適用) |
| 操作手冊及零件清冊 |
| 通過刀架及通過刀片(12型≦300長;18型(含)以上≦510長) |
| 停止刀架及停止刀片(12型≦150長;18型(含)以上≦200長) |
| 人機介面+觸控螢幕+控制面板(NC) |
| FANUC 0i-TF CNC控制器(CNC) |
| 標準砂輪及砂輪法蘭 |
| 調整工具及工具箱 |
| 標準水箱(80L) |
| 控制面板(S) |
| 砂輪拆卸器 |
| 鑽石筆2支 |
可選配件
| 矮型專用刀架(針對大型工件) |
| 小徑專用刀架(0.7~8mm) |
| 震動盤式自動送料裝置 |
| 通過式刀片(客製尺寸) |
| 停止式刀片(客製尺寸) |
| 油壓仿削修整裝置 |
| 成形裝置(仿削板) |
| 電磁式除屑裝置 |
| 紙帶式除屑裝置 |
| 流入排出槽 |
| 通過式研磨自動送料裝置 (Φ5~25mm, L 50~600mm) |
| 通過切齒式送料裝置 (Φ2~8mm, L 50~180mm) |
| 停止式自動退料裝置(油壓/氣壓/電器) |
| 通過式研磨自動收料裝置或收料機構 |
| 油壓自動進退刀研磨裝置(S型) |
| 平衡台及平衡棒 |
| 備用調整輪法蘭 |
| 備用砂輪法蘭 |
| CE標準電器箱 |

機械本體:
使用具減震效果的米漢娜鑄鐵 鑄造而成,經燒炖處理及時效處 理後加工,為砂輪及調整輪軸座 提供高剛性支撐平台,成為確保 整機高剛性的重要基礎。
使用具減震效果的米漢娜鑄鐵 鑄造而成,經燒炖處理及時效處 理後加工,為砂輪及調整輪軸座 提供高剛性支撐平台,成為確保 整機高剛性的重要基礎。

修砂裝置
砂輪及調整輪上油壓修整裝置, 配合滑軌精密鏟花可執行穩定 油壓推動使修整作業獲得效果。 藉由選用不同形狀的成型裝置 可以進行各形狀的成形研磨。
砂輪及調整輪上油壓修整裝置, 配合滑軌精密鏟花可執行穩定 油壓推動使修整作業獲得效果。 藉由選用不同形狀的成型裝置 可以進行各形狀的成形研磨。
- NC機型可以選配砂輪修整自動 進給裝置進行計次補正、計時 補正或是自動修砂補正。
- CNC機型不僅可以自動修砂補正 ,利用兩軸伺服控制更可以進 行複雜形狀的修整。
- 多元的刀架設計:針對各大小不同的外徑開發出 數種刀架,方便客戶加工調整時 的運用

主軸:動/靜壓式主軸:
砂輪和調整輪主軸使用鎳鉻鉬 合金鋼製成,利用滲碳熱處理 提高主軸的耐磨耗性,再經過 深冷等熱處理過程消除應力並 且穩定材質使主軸不易變形, 確保主軸長期使用壽命及精度。
砂輪和調整輪主軸使用鎳鉻鉬 合金鋼製成,利用滲碳熱處理 提高主軸的耐磨耗性,再經過 深冷等熱處理過程消除應力並 且穩定材質使主軸不易變形, 確保主軸長期使用壽命及精度。

調整輪進給:
結構採用雙反V型結構,適當的 跨距及尺寸設計提供穩固支撐 ,能夠確保在研磨中調整輪能 穩定、平順的進給。
結構採用雙反V型結構,適當的 跨距及尺寸設計提供穩固支撐 ,能夠確保在研磨中調整輪能 穩定、平順的進給。

調整輪伺服控制:
調整輪使用伺服馬達,可藉由 數位控制做無級變速,即使調 整輪經修整尺寸變小也能透過 適當設定使輪面維持穩定的線 速度,使工件保有良好真圓度 及表面粗糙度。
此外,調整輪和伺服馬達採用 皮帶傳動可有效改善傳統鍊條 傳動產生的震動及噪音。
調整輪使用伺服馬達,可藉由 數位控制做無級變速,即使調 整輪經修整尺寸變小也能透過 適當設定使輪面維持穩定的線 速度,使工件保有良好真圓度 及表面粗糙度。
此外,調整輪和伺服馬達採用 皮帶傳動可有效改善傳統鍊條 傳動產生的震動及噪音。

停止研磨自動進給(NC型):
NC型採用PLC控制器藉LCD觸控 螢幕搭配對話式軟體。
選定模式(單次或重複),依 項目在空格填入數字完成設定 ,再按下循環啟動鈕就可自動 執行停止式研磨。簡單易學的 特性大幅減少稼動時間並提高 生產效能。
NC型採用PLC控制器藉LCD觸控 螢幕搭配對話式軟體。
選定模式(單次或重複),依 項目在空格填入數字完成設定 ,再按下循環啟動鈕就可自動 執行停止式研磨。簡單易學的 特性大幅減少稼動時間並提高 生產效能。
機械特性
毅德機械高精密無心磨床有別於其他競爭對手,開發過程中從本台鑄件開始不論是內部肋位或鑄件厚度皆經過頻譜分析儀精密分析,其主軸採用 美國 E-TECH 一脈相承的動壓合金軸承,除了有迴轉精度佳及適合重切削, 對於使用年限更是大幅增加。
毅德機械高精密無心磨床有別於其他競爭對手,開發過程中從本台鑄件開始不論是內部肋位或鑄件厚度皆經過頻譜分析儀精密分析,其主軸採用 美國 E-TECH 一脈相承的動壓合金軸承,除了有迴轉精度佳及適合重切削, 對於使用年限更是大幅增加。
高精度精密 NC 機型
除了具備高精度標準伺服型的優點,在下進刀滑板(Z軸) 採用伺服馬達,讓進給位置更精準進給速度及進給距離得以數值控制。
搭配砂輪自動修整裝置(OP), 實現自動修砂補正使操作者向簡易的數控磨床邁進。
除了具備高精度標準伺服型的優點,在下進刀滑板(Z軸) 採用伺服馬達,讓進給位置更精準進給速度及進給距離得以數值控制。
搭配砂輪自動修整裝置(OP), 實現自動修砂補正使操作者向簡易的數控磨床邁進。













































