



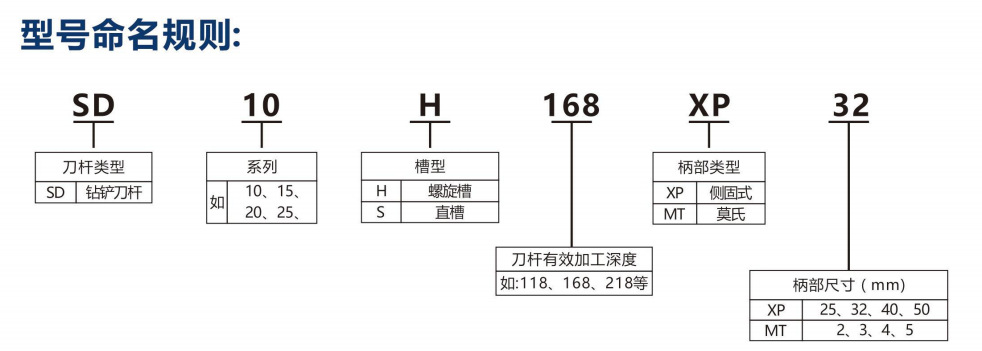
侧固铲钻 深孔钻 内冷钻 SD03H-L-XP
铲钻加工参数计算(以下参数请根据实际
加工中具体情况而定)
含钴高速钢铲钻刀片和粉末高速钢铲钻刀片线速度
为20-40米左右,硬质合金的线速度为60-80米左右。
转速公式:S=Vc*1000/3.14/Dc(S为转速,Vc为
线速度,
Dc为刀片直径)
进给公式:Vf=Fr*S(Vf为进给,Fr为每转进给,S
为转速)铲钻
刀片每转进给能达到每转0.2-0.6mm。
加工时间:Tc=H/Vf*60(Tc为加工时间,H为孔
深,Vf为进给)
侧固式铲钻 三种材质刀片可选用
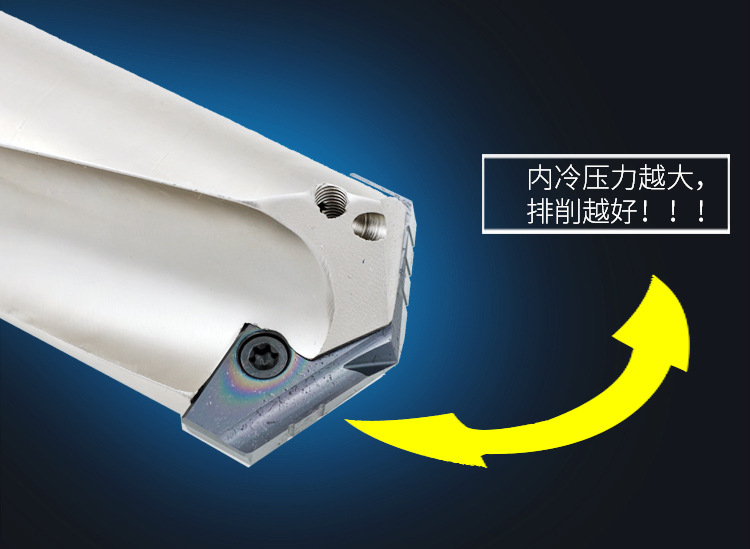
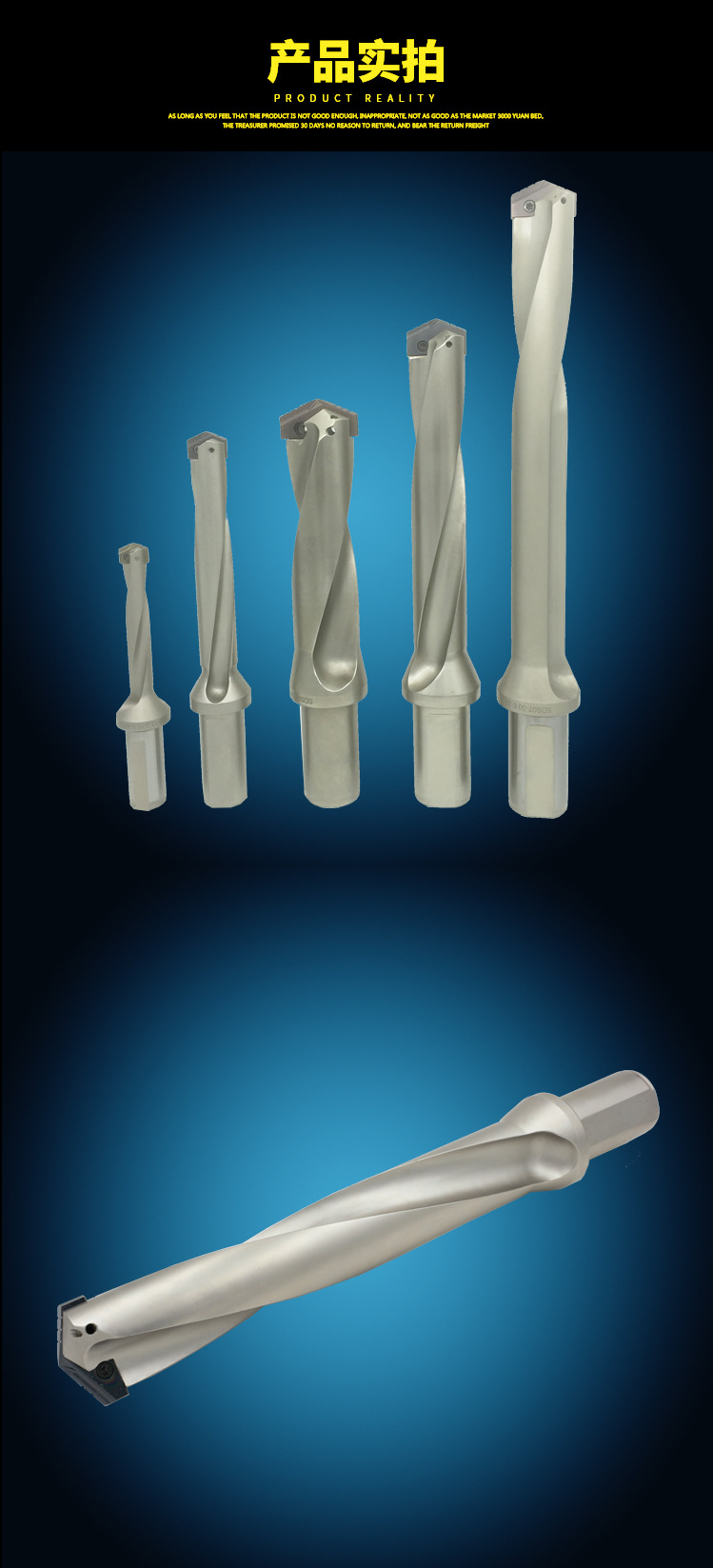
侧固式铲钻头部
侧固式铲钻主加工深孔,自带内冷,内冷压力越大,排
削越好,铲钻刀片的寿命越高
光滑表面
一般用钻头加工光洁度都是不稳定的,铲钻在加工的时
候光洁度也会跟着提升,一般都会达到Ra3.2以下

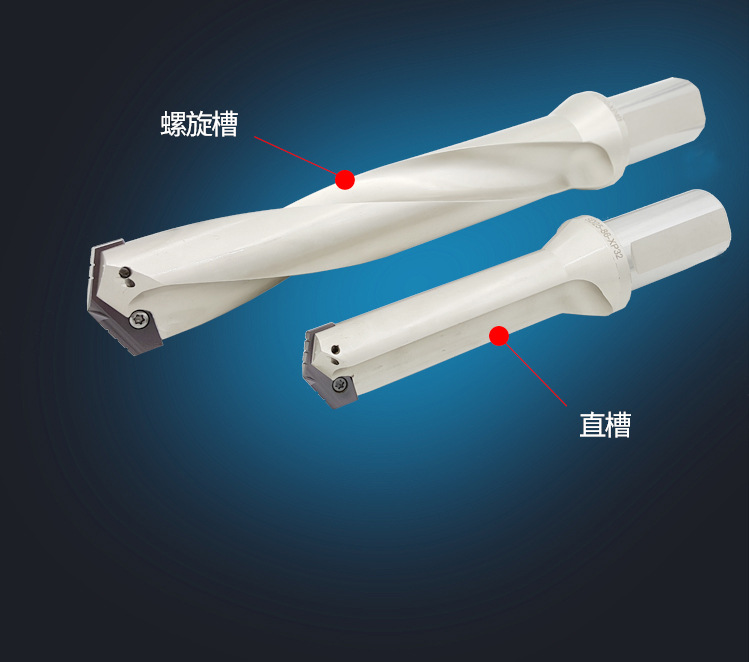
铲钻槽型
侧固式铲钻的槽型,分为螺旋槽和直槽。螺旋槽适合用
于立式加工,相对于直槽,螺旋槽好排削。直槽适用于
卧式加工,比螺旋槽排削好
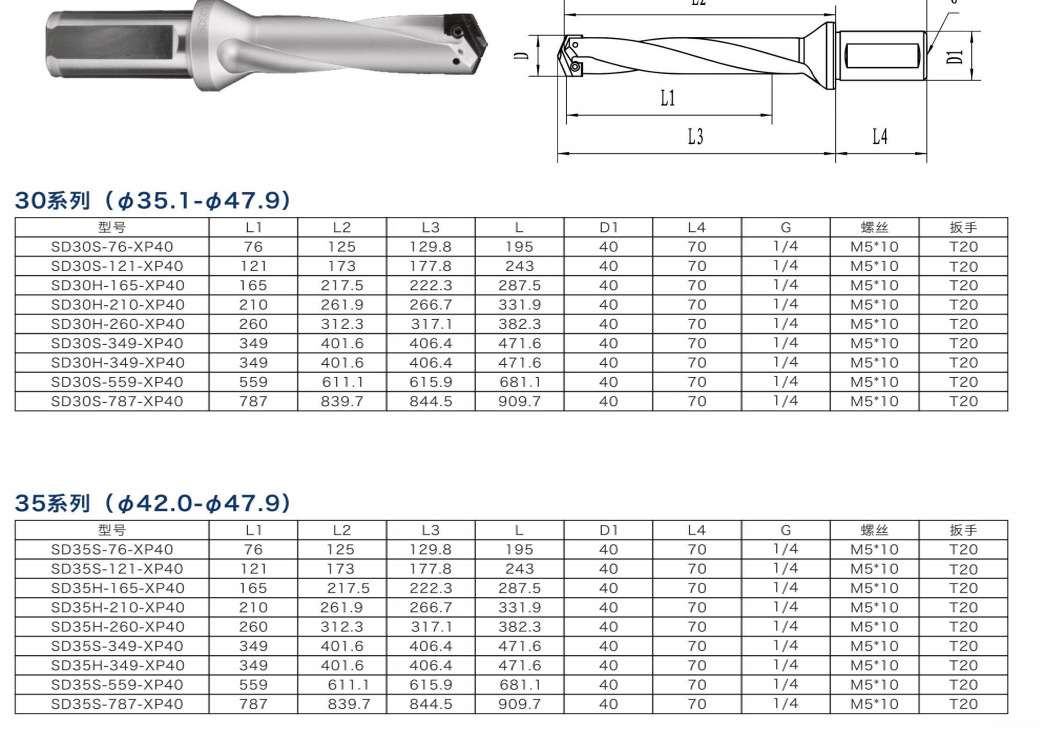
侧固式铲钻规格表
铲钻与麻花钻的区别
◆材料:普通6541、高速钢、含钴M42高速钢、粉
末高速钢。从而切削性能加强;
◆有中心出水,延长使用寿命;
◆断削,小颗粒状,安全性能高
◆可一次打到底,无需回退,效率高;
◆可打深孔,尺寸精度达到5丝,可作为精加工;
◆光洁度达到Ra1.6-3.2;
◆普通10-15米线速度。铲钻200-40米,对称切削,
两刃切削F0.2-0.6;
优点:
1.可以根据图纸做成 倒角 阶梯 等非标钻头
2.夹持柄部分为:侧固.直柄.莫式 三种
3.有效加工孔径范围: 13.00-114.50(mm)
4.有效钻深可以达到:30倍孔径
5.一只钻杆可以装一个范围的钻头刀片
6.钻片有加工:钢.铸铁.不锈钢.铝合金. 等材质的刀片
7.钻片材质:高速钢涂层与合金涂层两种
8.省去了磨钻头和为单种规格孔 买一只钻头的成本
--------------------------产品说明--------------------------
铲钻是传统麻花钻的升级替代产品,可应用于数控设
备及各种传统设备上,如:立钻、摇臂钻等
铲钻刀片分为硬质合金和高速钢两种材质,所安装的
刀杆也不相同,不能互换
立钻、摇臂钻上使用高速钢刀片,不建议使用硬
质合金刀片,因为机床转速低,刚性差,间隙大,容易
造成硬质合金刀片崩刃
铲钻刀片具有自定心功能,两刃对称均匀受力,适合
加工深孔。长径比在5倍径以内的,选择快速钻
在冷却压力高,流量大,排屑顺畅的情况下,
Savant铲钻可以连续钻孔,而不用回退排屑。
注意事项:
使用过程中转速、进给应按加工环境等因素做调整,
如有疑问请致电我司,我司会针对客户实际情况给出意
见。在加工时,快要打穿孔的时候进给放慢,因为在快
打通的时候很容易让刀,刀片寿命降低,因此放慢进给
转速即可。
侧固铲钻 深孔钻 内冷钻 SD03H-L-XP












































