 机床商务网
机床商务网


详细介绍
摇臂钻床
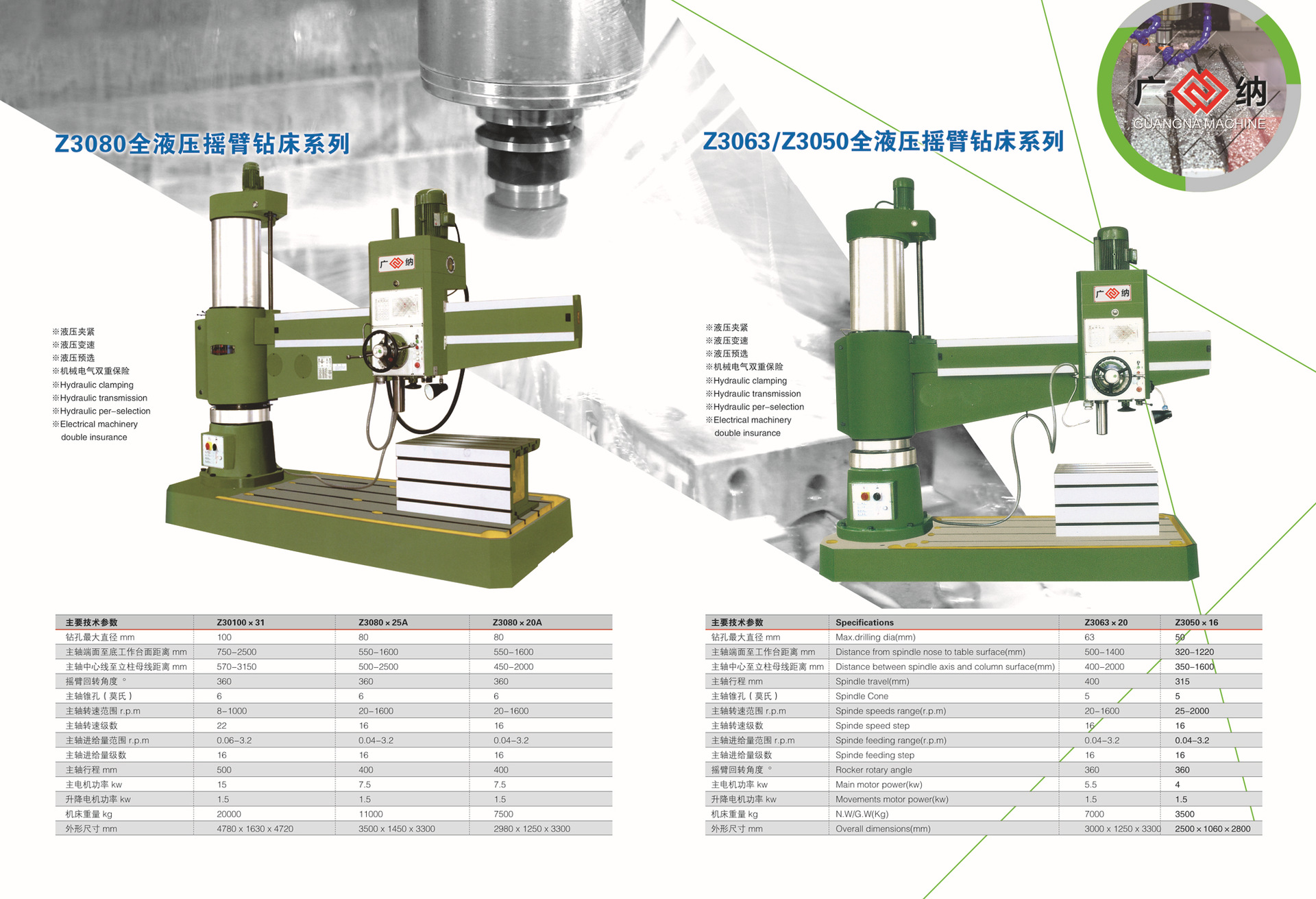
Z3080摇臂钻床适用于在大型零件的钻孔、扩孔、铰孔、平面及攻螺纹等工作,在具有工艺装备的条件下可以进行镗孔。
●加强型主轴
●液压夹紧,液压变速,液压预选
●机械电气双重保险
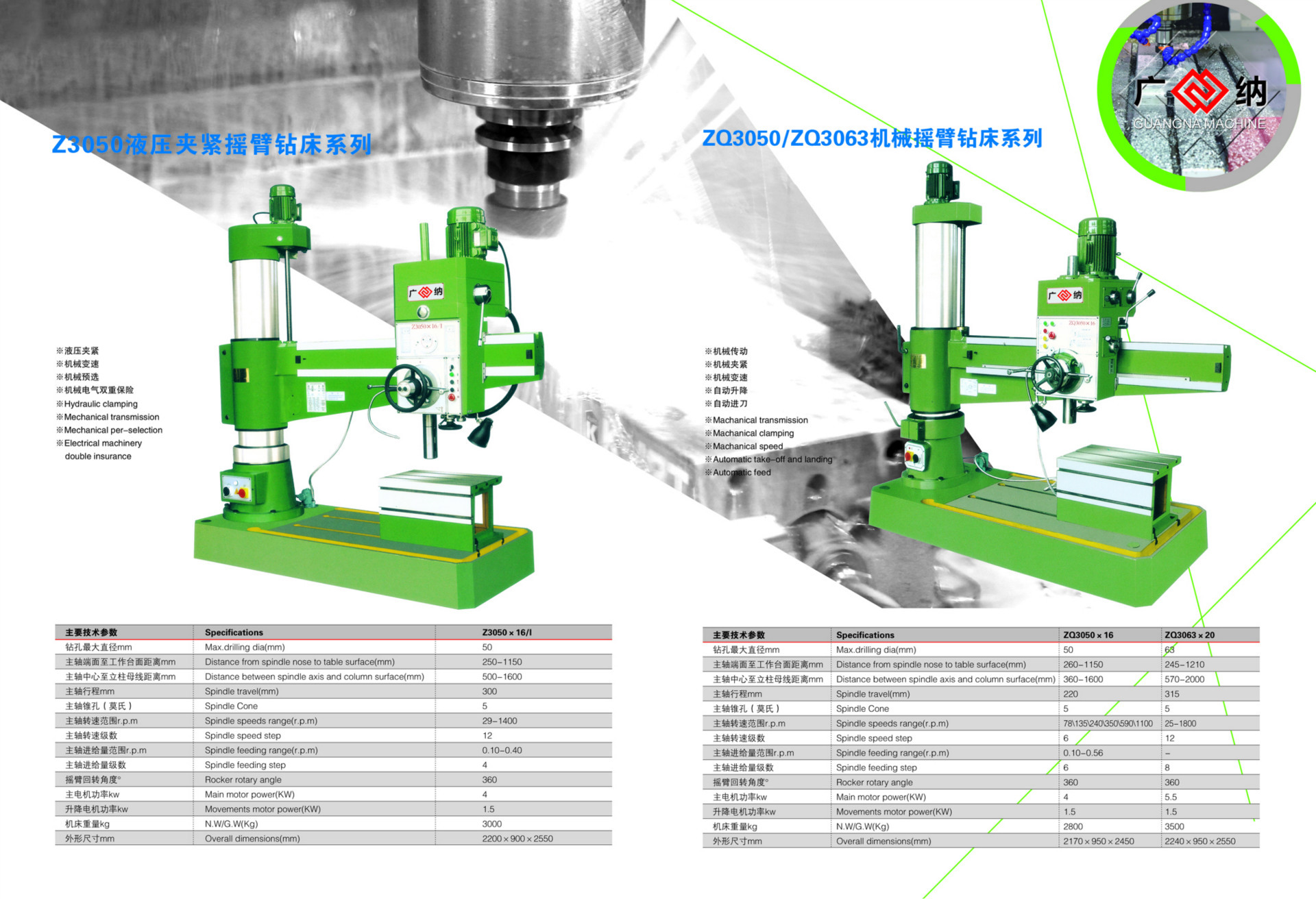

液压夹紧变速摇臂钻床Z3080*20

 1、液压摇臂钻采用液压预选变速机构,可节省辅助时间。
1、液压摇臂钻采用液压预选变速机构,可节省辅助时间。
2、主轴正反转,停车(制动),变速、空档等动作,用一个手柄控制,操纵轻便。
3、摇臂导轨,外柱圆表面,主轴、主轴套筒及内外柱回转滚道等处均进行了淬火处理,可*保持摇臂钻精度的稳定性,延长了使用寿命。
4、液压摇臂钻在结构设计方面和在制造过程中,还采取了一系列有效措施,使得机床的精度持久性和整机的使用寿命均为大延长。
5、有完善的安全保护装置和外柱防护。
6、主轴箱、摇臂、内外柱采用液压驱动的菱形块夹紧机构,夹紧可靠。液压摇臂钻的工作效率高,加工误差小,广泛运用在大中型零件上钻孔、扩孔、铰孔、锪平面及攻丝等。

主要技术参数 | Z3080-20 |
钻孔大直径mm | 80 |
主轴端面至工作台距离mm | 350-1570 |
主轴中心至立柱母线距离mm | 510-2000 |
主轴行程mm | 400 |
主轴锥孔(莫氏) | 6 |
主轴转速范围r.p.m | 16-1600 |
主轴转速级数 | 16 |
主轴进给量范围r.p.m | 0.04-3.2 |
主轴进给量级数 | 16 |
摇臂回转角度 | 360 |
主电机功率kw | 7.5 |
升降电机功率kw | 1.5 |
机床重量kg | 7000 |
外形尺寸mm | 2980x1250x3300 |
双立柱液压摇臂钻床
Z3080-20摇臂钻床装箱单
序号 | 名称 | 规格 | Z3080-20/25 |
1 | 整机 | Z3080-20/25 | 1件 |
2 | 工作台 | 方形工作台 | 1件 |
3 | 钻夹头 | 3-16 | 1件 |
4 | 主轴接杆 | M6-B16 | 1套 |
5 | 变径套 | M6-M5 M4-M3 M5-M4 | 各1件 |
6 | 退刀楔 |
| 1件 |
7 | 内六角扳手 | 5 | 1件 |
8 | 使用说明书、合格证、装箱单 |
| 1份 |
 一、操作规程
一、操作规程
1、操作者必须熟悉机床操作顺序和性能,严禁超性能使用设备。
2、操作者必须经过培训、考试或考核合格后,持证上岗。
3、开机前,按设备润滑图表注油,检查各手柄是否放在规定的位置上。按压总启动按钮,启动油泵电机。
4、按压主轴箱与立柱松开按钮,按压摇臂升降按钮,并移动主轴或转动摇臂。
5、选择低速档,调好进给量,空转10分钟后,可试自动进给。
6、进给退出,主电机停止,按压总停按钮。
7、关闭机床电控总开关,关闭电控柜空气开关。
8、清洁机床,按设备润滑图表注油,立柱、摇臂抹油。
二、安全操作规程
1、加工时,严禁戴手套,工件夹装应牢固,钻小件,应用平口钳或工具夹夹住,严禁用手持工件加工。
2、在开机钻孔情况下,手不准触摸,不准翻转,卡压或测量。
3、在摇臂钻的横臂回转范围内,不准站人,横臂应卡紧。
4、臂下,工作台上,不准放杂物,不准有障碍物。
5、使用自动走刀,应调整好限位块,手动进给,不要用力过猛。
6、钻头上有长铁屑时,要停车用铁钩清除,禁止风吹或手拉。
三、产品发货运输
亲,客户订单后都想*时间收到货物,我们也深知发货速度会影响客户感知,我们在发货时一切为客户利益为重,在拿到订单的*时间安排发货,由于所有机床过高过大,一般普通物流采用集装箱没法装运(超高,无法装车)因此我公司产品采用配货运输(即集散货装整车运输),一般配货时间1-2天,但在运输中不转车,大程度保证货物在运输当中的安全,货物装车后将以快的时间抵达卸货地点。因此请各位顾客耐心等待。



液压夹紧变速摇臂钻床Z3080*20

 机床商务网
机床商务网