




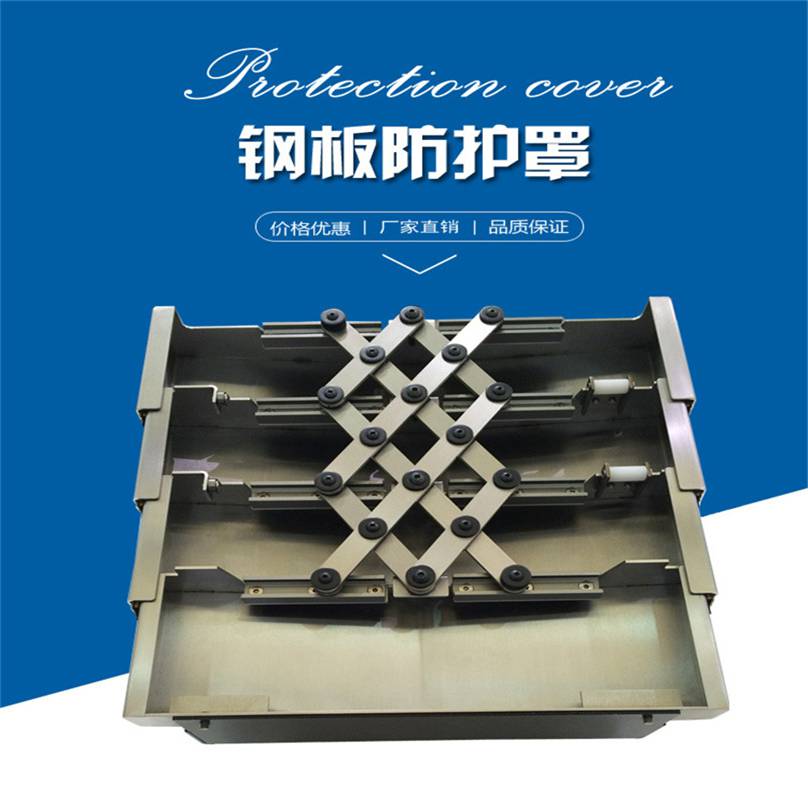
平面磨床伸缩式防护罩价格现场测量设计安装
机床防护罩与钣金技术标准据不一样的标准挑选不一样落料具体方法,其中有激光,数控冲床,剪板,模具等方法,之后按照工程图纸作出相应的展开。数控冲床受数控*方面的影响,我们对某些异形工件和不规则孔的精加工,在边沿会经常出现很大的毛边,要采取后期处理去毛刺的处理,同时对工件的精密度有一定的不良影响;

激光加工无数控*限制,横断面平整,适宜异形工件的生产加工,但对于小工件生产加工用时较长。在数控机床和激光旁置放操作台,利于板料置放在机器设备上进行生产加工,降低抬板的工作效率。某些还可以使用的边料置放在特定的地方,为钣金折弯时试模出具原料。

在工件落料后,边角、毛边、接点要做好*的整修(打磨抛光处理),在数控*接点处,用平锉刀开展整修,针对毛边很大的工件用打磨机进行整修,小内孔接点处用相对应的小锉刀整修,以确保外型的美观大方,同时外型的整修也为折弯时定位做出了保障,使折弯时工件*在数控折弯机上具体位置相同,确保同批产品外形尺寸的相同。在落料成功后,进到下道工序,不一样的工件按照生产加工的标准进到相对的工艺流程。
平面磨床伸缩式防护罩价格现场测量设计安装
有折弯,压铆,翻边攻丝,点焊,打凸包,段差,有时候在折弯一两道后要将螺母或螺柱压好,至少有模具打凸包和段差的地方要考虑先生产加工,以防其他工艺流程先生产加工之后产生干涉现象,不能完成需要的生产加工。在上盖或下壳上有卡勾时,如折弯后不能碰焊要在折弯以前加工好。

折弯时要要依据工程图纸上的规格,材质厚度确认折弯时用的*和刀槽,防止产品与数控*相碰撞造成形变是上模选择的关键(在相同产品中,或者会采用不一样型号规格的上模),下模的采用依据板材的薄厚来确认。另一方面是明确折弯的顺序,折弯通常规律是先内后外,先小后大,先*后普通。有要压死边的工件将工件折弯到30°—40°,随后用整平模将工件压死。压铆时,机床钢板防护罩厂家考虑到螺柱的高度挑选相同不同的模具,之后TOX机器设备的工作压力进行调节,以确保螺柱和工件表层平齐,防止螺柱没压牢或压出超出工件面,导致工件报废。













































