
当前位置:重庆瑞标机电有限公司>>技术文章>>瑞标MOPA激光标机镭雕机应用操作指导
MOPA激光打标机应用说明


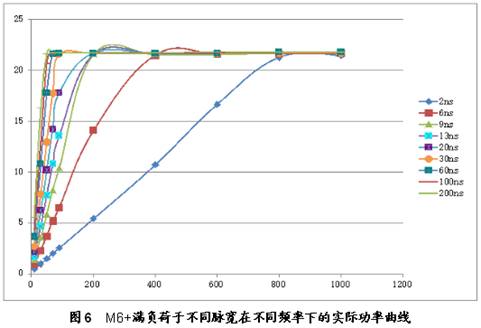
设定脉宽 (ns) | YDFLP-20-M6+-S降功率频率(kHz) |
1 | 1600 |
2 | 850 |
4 | 500 |
6 | 320 |
9 | 200 |
13 | 150 |
20 | 115 |
30 | 90 |
45 | 75 |
55 | 65 |
60 | 65 |
80 | 60 |
100 | 55 |
150 | 45 |
200 | 45 |
250 | 40 |
不锈钢打白 普通金属刻字  | 脉宽:100ns或200ns 频率:10~60khz 速度:1000-3000mm/s (M1+和M6+参数) | 脉宽:200ns 频率:10-60khz 速度:1000-3000mm/s (LP-s参数) | 脉宽:200ns 频率:10-60khz 速度:1000-3000 (LM1-60参数) |
氧化铝打黑  | 脉宽:2ns 频率:400k(300~600k) 填充:0.001mm 速度:1000-2000mm/s 功率:不能打破表面 (M6+参数) | 脉宽:6ns 频率:200khz 填充:0.001mm 速度:500-1000mm/s 功率:需细调 (M1+参数) | 功率与所选择的场镜有关,场镜大需要的功率会大 |
剥金属氧化层 剥金属喷漆层 剥金属电镀层 剥塑料电镀层  | 脉宽:100n或200ns 频率:80khz 填充:0.03-0.06mm 速度:1000-3000 mm/s (参考1) | 脉宽:10ns,20ns 频率:100-250khz 填充:0.03-0.05mm 速度:3000-5000 mm/s (参考2) | |
金属深雕(选用小场镜好些,如100mm、163mm)  | 脉宽:250ns 频率:40或50khz 填充:0.03mm 速度:500-800mm/s (M6+和M1+参数) | 脉宽:200ns 频率:30khz 填充:0.03mm 速度:500-800mm/s (LP1-S参数) | 脉宽:200ns 频率:45khz 填充:0.03mm 速度:500-800mm/s (LM1-60参数) |
塑料打黑  | 脉宽:100ns,200ns 频率:40-50khz 填充:0.03-0.04mm 速度:600-1000mm/s (不是很吸收塑料) | 脉宽:100ns 频率:10-20khz 填充:0.03-0.04mm 速度:600-1000mms (吸光塑料,手感轻) | |
不锈钢打黑(选用大场镜好些,如254mm、330mm、420mm)  | 脉宽:100ns 频率:70khz 填充:0.01mm 速度:100mm/s 功率:70%(偏焦) (参数一) | 脉宽:100ns 频率:130khz 填充0.012mm 0°&90°两次填充 速度:500mms/s 功率:65% (参数二) | |
纯铝烧黑 铜烧黑  | 脉宽:10ns 频率:300khz 填充:0.01-0.001mm 速度:100-500mm/s (大功率烧) | ||
硅胶按键剥油漆  | 脉宽:200ns 频率:400khz 速度:800-1500mm/s 填充:0.02-0.03mm (适当功率打2-3遍) | ||
喷漆层塑料剥漆层 多层漆剥除剥除 塑料漆层打透光  | 脉宽:100ns 频率:20-40khz 填充:0.03-0.04mm 速度:800-1500mm/s (多次打标剥除) | ||
薄钢片或薄金属铝铜片切割  | 脉宽:100ns/200ns 频率:20-60khz 速度:200-1000mm/s (快速切割多遍效果较好) (参考1) | 脉宽:10ns-80ns 频率:60-150khz 速度:500-1000mm/s (快速切割多遍效果较好) (参考2) | |
 铝板或钢板切割 | 脉宽:350ns/200ns 频率:45khz 速度:800khz (LM1参考) |
来自于瑞标
请输入账号
请输入密码
请输验证码
以上信息由企业自行提供,信息内容的真实性、准确性和合法性由相关企业负责,机床商务网对此不承担任何保证责任。
温馨提示:为规避购买风险,建议您在购买产品前务必确认供应商资质及产品质量。



