 机床商务网
机床商务网










详细介绍
浮动铰刀柄 ER11浮动夹头 自动回中
心刀柄 走心机浮动铰刀柄
走心机铰刀柄 自动回中心刀柄 浮动夹头 SV-FTER11M-D20(HZ)
浮动铰刀柄可实现自动定心,改善被加工孔的质量和精度。
浮动铰刀柄的使用能有效减少累计误差、消除机床主轴旋转的
径向跳动,使铰刀中心在整个铰削加工过程中始终与被加工孔
中心保持一致,使加工过程更加平稳,从而提高铰孔加工精
度、延长铰刀使用寿命,同时节约校准、换刀等工时,提
高了生产效率,节约了生产成本。


适用机床
车床、铣床、加工中心、钻床、走心机、专机等。
艺性分析
一、传统铰孔工艺,机床主轴与铰刀属刚性连接,累积误差大,铰刀切削刃与主轴的同轴度误差不可避免,加工过程中在主轴旋转离心力作用下,必然产生诸多不良后果;
1、铰刀切削刃实际旋转轨迹大于铰刀直径,且无法控制,因此被加工的孔实际尺寸偏大且无规律;
2、随着进刀,铰刀逐渐深入孔内,铰刀与主轴的同轴度误差、旋转离心力被工件孔径束缚,自由度成正比例减小,因而被铰的孔径逐渐缩小,形成俗称的“喇叭刀”。
3、在同轴度误差与旋转离心力共同作用下,铰刀相当于车刀、镗刀等点位接触切削*,只有凸出在旋转轨迹圆上的少数刀刃参与切削作业,其余刀刃则切削不到孔壁。这必然产生振动,使铰刀的寿命周期相应缩短。
4、由于刚性连接的累积误差、旋转离心力、部分刀刃切削产生的振动等、诸多不良因素共同作用,因此被铰孔径尺寸精度、形位公差与粗糙度均达不到理想效果。
在铰孔加工中您是否被以下问题所困扰:
●孔的尺寸扩大,尺寸达不到加工要求
●孔的中间大,两头小,圆柱度达不到要求
●内孔表面粗糙度达不到要求
●铰刀不耐用
●孔的直线性差
●大批量加工生产时难以保证孔径尺寸的一致性
铰孔加工时可能存大的偏差状态
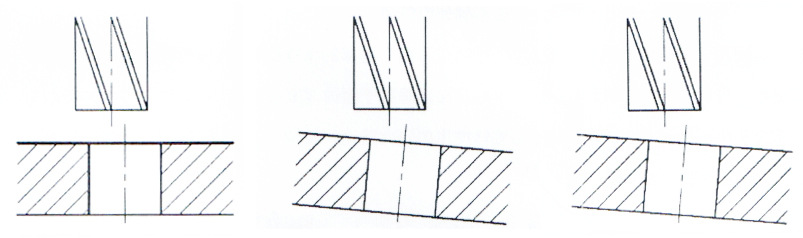
1预加工孔与铰刀不同轴 2预加工孔中心与铰刀中心有夹角 1与2的偏差状态同时存在
*简图
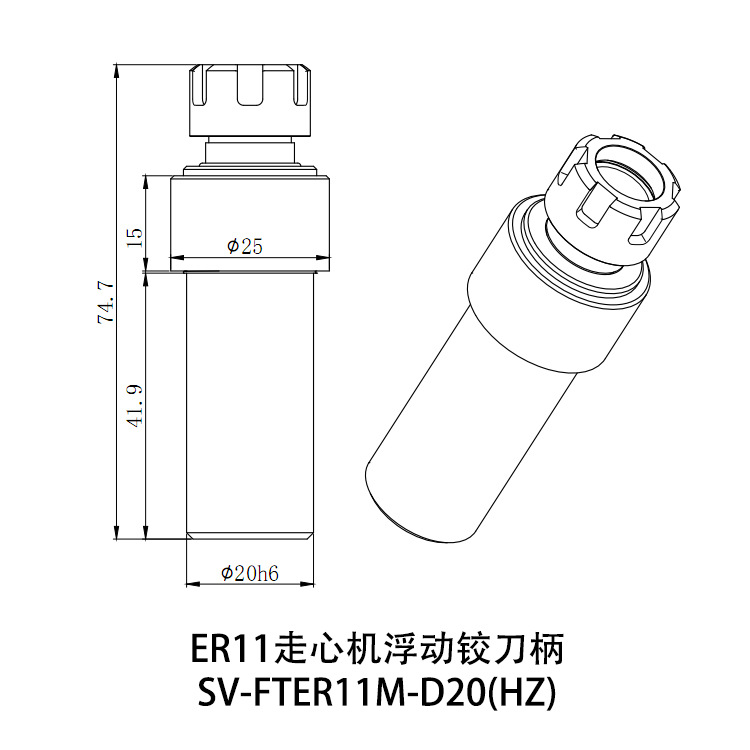
走心机铰刀柄 自动回中心刀柄 浮动夹头 SV-FTER11M-D20(HZ)
 机床商务网
机床商务网