赛万特可转向金刚石滚压刀镜面滚光刀

使用参数(以下参数请根据实际加工中工件的具体情况而定)
--------------------------------------------
工件余量:0.01mm
滚 压 量:0.01-0.05mm(单边)
润 滑:乳化液或油;经过过滤的润滑剂(< 40 μ m)可提高表面质量和刀具寿命
上道工序表面:表面粗糙度达到 Rz15 μ m 以下
工件MAX硬度:HRC65
切削速度:100m/min
进给速度:0.05-0.2mm/rev

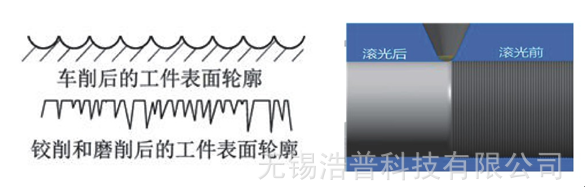
钻石滚光原理
在显微镜下工件在切削的过程中刀具刀尖会在表面残留像台阶一样的走刀痕迹,金刚石在弹簧力的作用下在工件表面上滑动过程中克服材料的屈服点,使材料表面产生塑性变形,强迫走刀痕迹的zui高点流入到zui低点,从而得到一个平整光滑的镜面。材料在滚光的过程中由于塑性变形会产生硬化处理,从而提高工件表面的pi 劳强度。要达到理想挤光效果,工件的上一道切削工序表面光洁度应约为 Ra3.2 以内。
滚压刀维护与保养:
1,更换易损件说明
此滚压刀具金刚石为易损件,当需要更换时先取下头盖,再取下弹簧和导向柱,然后将的金刚石球头取下来即可更换。
2,由于滚压头加工时产生微小粉尘,必需保持工具工作部位的清洁,润滑。经常清洗清理钻石头。
3,润滑液循环使用时,请使用过滤装置,过滤器的过滤网与精密加工表面的粗糙相对应,建议使用5-40um。
金刚石球头图片展示: